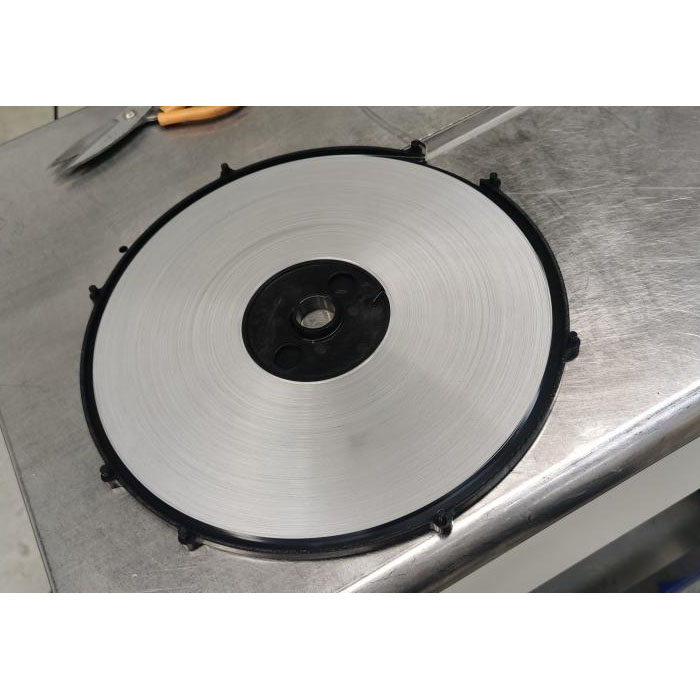
Най-трудният проблем при заваряване на тънки
304 плочи от неръждаема стоманае заваръчно проникване и деформация. Основните мерки за разрешаване на изгарянето и деформацията на тънки плочи от неръждаема стомана са както следва:
1. Строго контролирайте входящата топлина на заваръчната фуга, изберете подходящия метод на заваряване и параметрите на процеса (основно заваръчен ток, напрежение на дъгата, скорост на заваряване).
2. Като цяло по-малките дюзи обикновено се използват за заваряване на тънки плочи, но ние препоръчваме използването на по-големи диаметри на дюзите, доколкото е възможно, така че защитната повърхност на заваръчния шев по време на заваряване ще бъде по-голяма и въздухът може да бъде ефективно изолиран за по-дълъг период от време време, така че заваръчният шев да може да се оформи по-добре. Силен антиоксидантен капацитет.
3. Когато използвате Ï1,5 цериев волфрамов прът, остротата на смилането трябва да е по-рязка и дължината на волфрамовия прът, стърчащ от дюзата, трябва да бъде възможно най-дълъг, което ще накара основния метал да се стопи по-бързо, т.е. да речем, температурата на топене Покачването е по-бързо, температурата ще бъде по-концентрирана, така че да можем да разтопим позицията, която трябва да се разтопи възможно най-бързо, и няма да позволим на температурата на повече матрица да се повиши, така че областта, където вътрешното напрежение на промените в материала става по-малко и в крайна сметка деформацията на материала също ще бъде намалена.
4. Размерът на сглобката трябва да е точен и междината на интерфейса трябва да е възможно най-малка. Ако празнината е малко по-голяма, лесно може да се прогори или да се образува по-голяма неравност на заваръчния шев.
5. Трябва ли да се използват приспособления с твърди корици? Силата на затягане е балансирана и равномерна. Ключовият момент при заваряването на лист от неръждаема стомана е да се контролира стриктно линейната енергия на заваръчната фуга и да се опитате да намалите входящата топлина възможно най-много при предпоставката, че заваряването може да бъде завършено, така че да се намали зоната, засегната от топлина и избягвайте появата на горепосочените дефекти.
6. Изборът на разумна последователност на заваряване е особено важен за контролиране на остатъчната деформация при заваряване. За структурата на симетрични заварки трябва да се използва колкото е възможно повече симетрично заваряване; страна. Деформацията на задната заварка е достатъчна, за да елиминира деформацията на предната страна, така че общата деформация да бъде намалена.
7. Най-доброто нещо за тънки плочи от неръждаема стомана е лазерното заваряване. 0,1 мм могат да бъдат заварени. Размерът на лазерното светлинно петно може да се регулира произволно, което може да се контролира добре. Изобщо няма съотношение на деформация.